芯片|苹果为什么要放弃Oled选择MiniLED?( 三 )
前道制造包括衬底、外延、芯片加工三大步骤 , 相比LED , 差别主要在外延的磊晶和芯片加工两步
LED芯片通常使用蓝宝石衬底 , 流程包括蓝宝石晶体生长、切片、抛光等
外延指通过MOCVD 加工 , 在衬底上生产具有特定单晶薄膜外延片的过程 , 这是LED芯片最核心的环节
磊晶指在衬底材料上 , 如蓝宝石、硅、GaAs 等 , 通过MOCVD制成具有特定单晶薄膜外延片的过程 , 主要应用于发光层的制作 , 一个LED完整发光结构通常包含70-80层不同掺杂浓度、薄层厚度的沉积层 , 各沉积层均会影响最终产品的发光特性 , 由于磊晶的光效率会随LED晶片尺寸的缩小而下降 , LED 的尺寸越小 , 有缺陷的比例就越高 , 使用蓝宝石衬底还存在散热性能较差的问题
随着LED芯片尺寸的缩小和单位面积数目的增加 , 芯片良率成为厂商无法回避的挑战 。 提高良率可以有效地降低生产成本 , 提高良率的关键在于外延片的波长均匀性和缺陷密度 , 这对MOCVD设备的设计与制造提出了更高要求
MOCVD是外延生产环节最重要的设备
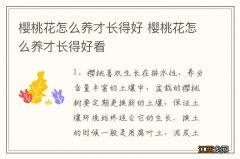
芯片加工有三种结构:水平、垂直和倒装 , 水平结构最简单也最常见 , 垂直结构难度适中 , 倒装结构类似水平结构的翻转 , 但成本比水平芯片高 , 技术难度低于垂直结构 , 在MiniLED 规格下 , 倒装结构芯片存在发光效率高、散热好等优势 , 有望成为 MiniLED 的主流结构
芯片加工各结构对比
芯片加工过程包含刻蚀、溅射、蒸镀、光刻、测试分选等多个步骤 , 形成金属电极 , 制备完成后 , 对其进行检测分选 。 外延芯片行业 , 三安、华灿、澳洋、兆驰国内前四大厂商的市占率合计超过60% 。 MiniLED加工设备包括光刻机与刻蚀机等 , 由于MiniLED对此类设备的精度要求更低 , 现有LED设备基本能够满足要求
测试分选是MiniLED芯片出厂前的重要环节 , 测试通常分为芯片端测试和封装端测试 。 芯片出厂前需进行至少一次光电测试 , 以剔除不良芯片 , 满足下游对良率的需求 , 测试完成、确定芯片光电等级后 , 由分选装置将芯片分拣排列 , 以供下游封装和使用
芯片检测环节效率低、耗时长 , 成为Mini LED成本控制的瓶颈之一 , 要求测试分选设备厂商不断提升设备速度与精度
LED封装的目的在于保护芯片 , 能起到稳定性能、提高发光效率与提高使用寿命的作用 , 主要工艺流程分为为固晶、焊线、封胶、烘烤、切割、分BIN及包装等环节
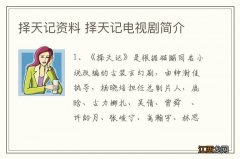
LED封装按照集成度区分可分为 SMD、COB 与 IMD 三类 , 按照芯片正反方向可分为正装与倒装 。 其中 , 倒装+COB 具有散热性好 , 可靠性高 , 保护力度更强以减少维修成本等种种优点 , 因此有望成为MiniLED 的主流封装方向 , 但COB封装对电路板的平整性要求极高 , 填平规格<1μm
各封装方案比较
LED 封装流程所需设备包括固晶机、焊线机/ 回流焊机、灌胶机、检测与返修设备等 。 固晶设备是封装环节的重要设备 , 负责将晶片吸取后贴装到PCB或玻璃基板上并进行缺陷检查;焊线机用于正装芯片与基板之间的引线键合;回流焊机用于倒装工艺下的芯片焊接;灌胶机用于封胶环节;检测设备用于生产各环节的检测;返修设备用于去除和替换存在缺陷的部分晶粒
由于 MiniLED 芯片尺寸缩小 , 单位面积芯片数量大增 , 其转移速度在一定程度上决定了封装良率 , 是降低成本、实现量产的关键 。 MiniLED芯片的大量转移是突破产能瓶颈的关键 , 对固晶机芯片转移的精度和速度提出了更高需求 。 Pick&Place 为目前固晶设备转移方案的主流应用技术 , 成熟度和性价比较高
相关经验推荐





- ios15|苹果态度全面反转:不想升级iOS15?那就断更iOS 14
- 苹果|苹果手机虽好也不能乱买 这三款推荐给你 颜值高性能强值得入手
- 苹果|三款高价低能手机,大家最好还是绕道行,不要上手避免交智商税
- 飞利浦·斯塔克|苹果iPhone SE3机模放出,果粉眼睛一亮:这才是梦寐以求的手机
- 智能手机|京东方利润急升四倍,说明利润还得靠苹果,国产手机难助产业链
- mybatis|TWS耳机行业的2021:行业格局未定,苹果仍傲视群雄
- 华为|华为上架新机,搭载麒麟芯片,5000mAh仅售1399元
- 苹果|苹果iPhone 13系列出现粉屏问题?伴随卡顿、闪退及自动重启
- iPhone|大量网友中招,苹果手机再次冲上热搜,到底想干什么?
- |苹果的2022款iPad将保留A14芯片的旧设计